Pharmaceutical display boxes are specialized retail and storage packaging solutions designed to organize, present, and protect medicines at the point of sale or dispensing. As a functional category of retail display boxes, they are widely used in pharmacies, hospitals, clinics, and medical retail environments where product visibility, accessibility, and compliance are critical.
These display boxes serve a dual function: secure product handling and professional merchandising. They help healthcare retailers manage inventory efficiently while ensuring pharmaceutical products remain clearly labeled, properly stored, and easy to identify.
For pharmaceutical brands, distributors, and procurement teams, display packaging is not simply a container. It is a controlled presentation system that supports regulatory clarity, product integrity, and retail performance.
This guide explains the structure, materials, compliance requirements, customization options, and commercial value of pharmaceutical display boxes for business buyers evaluating packaging solutions.
Product Overview and Industry Role
Pharmaceutical display boxes are structured packaging units designed to hold multiple medication products in an organized and visible format. They are typically placed on pharmacy counters, shelves, dispensary areas, or healthcare retail displays.
Their primary functions include:
- Organized product presentation
- Safe storage and handling
- Efficient inventory management
- Clear product identification
- Enhanced brand visibility
- Retail-ready merchandising
These boxes are commonly used for:
- Over-the-counter medicines
- Prescription packaging support
- Health supplements
- Medical devices
- Diagnostic kits
- Personal healthcare products
In regulated healthcare environments, packaging must do more than display products. It must support traceability, labeling accuracy, and hygienic handling while maintaining professional presentation standards.
Pharmaceutical display packaging is therefore an operational tool, not just a marketing asset.
Key Features and Structural Advantages
Pharmaceutical display boxes are engineered for controlled environments where safety, organization, and accessibility are essential.
Structured Product Organization
Display boxes include defined compartments or open trays that keep medication units aligned and easily identifiable. This prevents mixing of products and supports accurate dispensing.
Retail and Dispensary Efficiency
They enable fast product access for pharmacists and customers, reducing handling time and minimizing stocking effort.
Secure Product Positioning
Structural reinforcement ensures products remain upright and stable during transport and display. This protects packaging integrity and prevents accidental damage.
High-Visibility Presentation
Open-front or angled display designs improve product recognition and labeling visibility, which is essential in medical retail environments.
Compact Footprint
Pharmaceutical retail spaces often require efficient use of limited shelf or counter area. Display boxes are designed to maximize capacity without clutter.
Controlled Access Design
Some display formats include limited-access openings to reduce unnecessary handling while maintaining product visibility.
Materials Used in Manufacturing
Material selection in pharmaceutical display packaging is guided by durability, hygiene, regulatory compatibility, and cost efficiency.
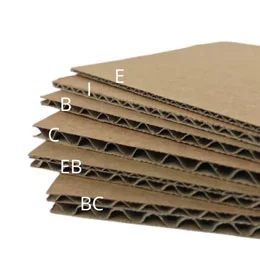
Corrugated Board
Corrugated material is widely used due to its structural strength and impact resistance.
Benefits include:
- High load-bearing capacity
- Protection during shipping and storage
- Cost-effective large-scale production
- Recyclability
- Custom structural flexibility
Corrugated board is ideal for shipping-ready and shelf-ready pharmaceutical displays.
Paperboard (Folding Carton Grade)
Paperboard provides a smooth surface suitable for high-quality printing and branding.
Advantages:
- Lightweight construction
- Excellent print clarity for labeling
- Professional retail appearance
- Suitable for smaller pharmaceutical products
This material is commonly used for countertop display units.
Rigid Board
Rigid board is selected for premium pharmaceutical product presentation or long-term display use.
Features:
- Superior structural strength
- Long display lifespan
- Premium appearance
- High stability in high-traffic environments
Medical-Grade Coatings and Finishes
Pharmaceutical packaging often requires protective surface treatments such as:
- Moisture-resistant coatings
- Anti-scuff laminations
- Antimicrobial surface treatments
- Easy-clean finishes
These coatings help maintain hygiene standards and preserve printed information.
Types of Pharmaceutical Display Boxes
Pharmaceutical retail environments require different display configurations depending on product type, storage conditions, and dispensing workflow.
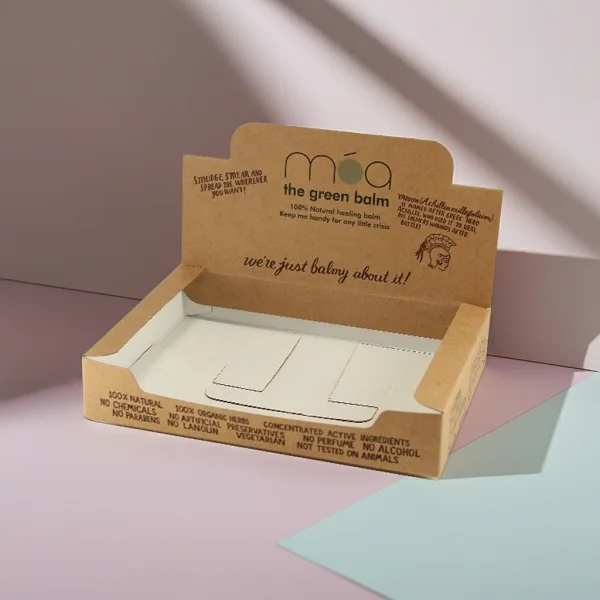
Countertop Display Boxes
Designed for pharmacy counters and consultation desks.
Common uses:
- Over-the-counter medicines
- Supplements
- Sample products
- Fast-moving healthcare items
They support quick access and impulse purchases.
Shelf-Ready Display Packaging
Delivered in shipping cartons that convert into retail displays once opened.
Advantages:
- Reduced stocking time
- Organized shelf presentation
- Consistent brand visibility
- Efficient inventory rotation
Tiered Display Boxes
Multi-level designs that improve product visibility in dense retail settings.
Suitable for:
- Product ranges with multiple variants
- High-volume dispensing areas
- Compact shelving environments
Compartmentalized Medical Displays
Used where product separation is critical.
Applications include:
- Prescription packaging organization
- Diagnostic product storage
- Controlled medication grouping
Hanging Pharmaceutical Displays
Pegboard-compatible displays for lightweight healthcare products.
Often used in retail pharmacy aisles.
Customization and Branding Options
Customization allows pharmaceutical brands to align display packaging with regulatory, functional, and marketing requirements.
Structural Customization
Packaging manufacturers can modify:
- Product capacity
- Divider configuration
- Reinforcement levels
- Access openings
- Display angles
- Label visibility panels
Structural design must support safe product handling and easy identification.
Custom Printed Packaging
Pharmaceutical display boxes typically include detailed printed information such as:
- Product names and dosage information
- Batch identification areas
- Usage instructions
- Safety warnings
- Regulatory labeling zones
Branding elements may include:
- Corporate identity colors
- Logos
- Product line differentiation
- Educational graphics
Surface Finishing Options
Professional finishes enhance durability and visual clarity.
Common options:
- Matte or gloss lamination
- Anti-reflective coatings
- Spot UV highlighting
- Protective varnishes
Information Hierarchy Design
Display packaging often uses visual hierarchy to guide attention to:
- Drug classification
- Key benefits
- Safety instructions
- Usage guidance
This improves communication clarity in retail settings.
Retail and Merchandising Benefits
Pharmaceutical display boxes directly improve retail operations and customer experience.
Improved Product Visibility
Clear arrangement helps customers and pharmacists locate products quickly.
Organized Retail Environment
Structured displays prevent clutter and support professional presentation.
Faster Stock Replenishment
Pre-arranged display packaging simplifies restocking and reduces labor time.
Enhanced Consumer Confidence
Professional display packaging reinforces trust in product authenticity and quality.
Brand Differentiation
Consistent display presentation helps pharmaceutical brands stand out in competitive retail environments.
Safety, Hygiene, and Compliance Considerations
Pharmaceutical packaging must meet strict safety and regulatory expectations.
Display packaging supports compliance by maintaining product integrity and information accuracy.
Label Visibility
Medication packaging must remain fully readable at all times. Display structures should never obscure regulatory labeling.
Controlled Handling
Designs should limit unnecessary product contact to reduce contamination risk.
Hygienic Surfaces
Materials must be compatible with routine cleaning and sanitation.
Regulatory Alignment
Display packaging must support requirements from regulatory authorities such as:
- U.S. Food and Drug Administration
- European Medicines Agency
- World Health Organization
Compliance includes labeling clarity, traceability support, and safe product storage.
Manufacturing and Quality Standards
Pharmaceutical display packaging must meet higher production standards than typical retail packaging.
Structural Testing
Manufacturers test for:
- Load capacity
- Compression strength
- Stability under transport conditions
Print Accuracy Verification
Clear labeling and color consistency are critical for product identification.
Clean Production Environment
Pharmaceutical packaging production often follows controlled manufacturing practices.
Quality Assurance Procedures
Quality control includes:
- Material inspection
- Structural validation
- Print alignment checks
- Batch consistency verification
Business Advantages for Pharmaceutical Brands
Pharmaceutical display boxes provide measurable commercial and operational value.
Stronger Brand Presence
Consistent display packaging reinforces brand recognition across retail networks.
Improved Distribution Efficiency
Shelf-ready designs streamline logistics and reduce retailer handling.
Reduced Product Damage
Reinforced structures protect packaging integrity during transportation and storage.
Enhanced Retail Relationships
Retailers prefer packaging that simplifies stocking and improves shelf organization.
Regulatory Communication Support
Clear display structure helps maintain compliance visibility.
How to Choose the Right Packaging Supplier
Selecting a qualified packaging manufacturer is essential for pharmaceutical display solutions.
Evaluate suppliers based on:
Industry Experience
Choose manufacturers with proven pharmaceutical packaging expertise.
Regulatory Knowledge
Suppliers must understand healthcare packaging compliance requirements.
Structural Engineering Capability
Advanced design expertise ensures product protection and display performance.
Print and Material Quality
High-resolution printing and durable materials are essential.
Quality Control Systems
Look for documented inspection and testing procedures.
Customization Flexibility
Supplier should support tailored structural and branding requirements.
Sustainability Options
Environmental responsibility is increasingly important in pharmaceutical packaging procurement.
Recyclable Materials
Common sustainable options include:
- Recycled corrugated board
- FSC-certified paperboard
- Biodegradable coatings
Reduced Material Usage
Efficient structural design minimizes resource consumption.
Low-Impact Printing
Water-based inks and minimal chemical coatings reduce environmental impact.
Responsible Disposal Design
Display boxes should be easy to recycle without material separation.
Cost and Bulk Production Factors
Pricing for pharmaceutical display boxes depends on multiple production variables.
Material Selection
Premium materials increase cost but improve durability.
Printing Complexity
High-resolution graphics and specialty finishes raise production expenses.
Structural Design
Complex compartmentalization requires additional engineering.
Production Volume
Large bulk orders significantly reduce per-unit cost.
Assembly Requirements
Pre-assembled displays cost more than flat-packed designs.
Compliance Specifications
Special coatings or testing procedures may increase manufacturing costs.
Future Packaging Trends
Pharmaceutical display packaging continues to evolve alongside healthcare retail practices.
Key trends include:
- Smart packaging integration with QR tracking
- Antimicrobial packaging surfaces
- Fully recyclable display systems
- Minimalist structural designs
- Digital print personalization
- Tamper-evident display features
- Data-enabled inventory tracking
Innovation is focused on combining safety, sustainability, and retail efficiency.